 Обучение
Обучение Пожарная безопасность по приказу МЧС 806 (ранее ПТМ)
Пожарная безопасность по приказу МЧС 806 (ранее ПТМ) Охрана труда
Охрана труда Охрана труда с тестированием в ЕИСОТ
Охрана труда с тестированием в ЕИСОТ Первая помощь
Первая помощь Гражданская оборона
Гражданская оборона Повышение квалификации по антитеррористической защищенности
Повышение квалификации по антитеррористической защищенности Профессиональная переподготовка по антитеррористической защищенности
Профессиональная переподготовка по антитеррористической защищенности Информационная безопасность
Информационная безопасность Противодействие коррупции
Противодействие коррупции Повышение квалификации по охране труда
Повышение квалификации по охране труда Профессиональная переподготовка по охране труда
Профессиональная переподготовка по охране труда Повышение квалификации по пожарной безопасности (для лицензиатов МЧС)
Повышение квалификации по пожарной безопасности (для лицензиатов МЧС) Профессиональная переподготовка по пожарной безопасности
Профессиональная переподготовка по пожарной безопасности Расчет пожарных рисков
Расчет пожарных рисков Безопасность дорожного движения
Безопасность дорожного движения Повышение квалификации педагогических работников
Повышение квалификации педагогических работников Обеспечение доступной среды и социальная защита
Обеспечение доступной среды и социальная защита Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ
Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ Повышение квалификации по теплоэнергетике
Повышение квалификации по теплоэнергетике Промышленная безопасность
Промышленная безопасность Радиационная безопасность
Радиационная безопасность Охрана труда при работах на высоте
Охрана труда при работах на высоте Экологическая безопасность
Экологическая безопасность Профессиональная переподготовка по экологической безопасности
Профессиональная переподготовка по экологической безопасности Транспортная безопасность
Транспортная безопасность Повышение квалификации по туризму
Повышение квалификации по туризму Электробезопасность
Электробезопасность Подать заявку
Подать заявку Перейти к обучению
Перейти к обучению Информационный портал
Информационный портал Об учебном центре
Об учебном центре Цены
Цены Акции и скидки
Акции и скидки Доставка и Оплата
Доставка и Оплата Контакты
Контакты
 Пожарная безопасность по приказу МЧС 806 (ранее ПТМ)
Пожарная безопасность по приказу МЧС 806 (ранее ПТМ) Охрана труда
Охрана труда Охрана труда с тестированием в ЕИСОТ
Охрана труда с тестированием в ЕИСОТ Первая помощь
Первая помощь Гражданская оборона
Гражданская оборона Повышение квалификации по антитеррористической защищенности
Повышение квалификации по антитеррористической защищенности Профессиональная переподготовка по антитеррористической защищенности
Профессиональная переподготовка по антитеррористической защищенности Информационная безопасность
Информационная безопасность Противодействие коррупции
Противодействие коррупции Повышение квалификации по охране труда
Повышение квалификации по охране труда Профессиональная переподготовка по охране труда
Профессиональная переподготовка по охране труда Повышение квалификации по пожарной безопасности (для лицензиатов МЧС)
Повышение квалификации по пожарной безопасности (для лицензиатов МЧС) Профессиональная переподготовка по пожарной безопасности
Профессиональная переподготовка по пожарной безопасности Расчет пожарных рисков
Расчет пожарных рисков Безопасность дорожного движения
Безопасность дорожного движения Повышение квалификации педагогических работников
Повышение квалификации педагогических работников Повышение квалификации специалистов, занятых в сфере ЖКХ
Повышение квалификации специалистов, занятых в сфере ЖКХ Обеспечение доступной среды и социальная защита
Обеспечение доступной среды и социальная защита Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ
Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ Повышение квалификации по теплоэнергетике
Повышение квалификации по теплоэнергетике Промышленная безопасность
Промышленная безопасность Радиационная безопасность
Радиационная безопасность Охрана труда при работах на высоте
Охрана труда при работах на высоте Экологическая безопасность
Экологическая безопасность Профессиональная переподготовка по экологической безопасности
Профессиональная переподготовка по экологической безопасности Транспортная безопасность
Транспортная безопасность Повышение квалификации по туризму
Повышение квалификации по туризму Электробезопасность
Электробезопасность

Присоединяйтесь:
27.04.2024
Новости электробезопасности
На официальном интернет-портале правовой информации опубликован приказ Министерства энергетики Российской Федерации от 19.12.2023 № 1180 «О внесении изменений в требования к обеспечению надежности, электроэнергетических систем, надежности и безопасности объектов электроэнергетики и энергопринимающих установок «Правила организации технического обслуживания и ремонта объектов электроэнергетики», утвержденные приказом Минэнерго России от 25 октября 2017 г. № 1013».
26.04.2024
Новости охраны труда
Внесены изменения в перечень отдельных видов работ, при выполнении которых положено бесплатное лечебно-профилактическое питание
АТТЕСТАЦИЯ НАКС
 455
455
Безопасность и надежность опасных производственных объектов (ОПО) во многом зависит от качества сварки, определяемой требованиями нормативных документов Ростехнадзора. Их выполнение обеспечивается Системой аттестации сварочного производства - САСв. Организация системы осуществляется НАКС (рис.1) – национальным агентством контроля сварки, созданным в 1992 году по инициативе НГТУ им. Н.Э. Баумана. НАКС является саморегулируемой организацией, включающей более 100 аттестационных центров и органов по сертификации по всей России.

Рис.1 Эмблема НАКС
НАКС организует и проводит аттестацию (рис2):
- сварщиков и специалистов сварочного производства;
- сварочных материалов;
- сварочного оборудования;
- сварочных технологий.

Рис.2 Аттестация НАКС
Для выполнения сварочных работ на газовых сетях, относящихся к ОПО, необходимо:
- использовать аттестованные сварочные материалы и сварочное оборудование;
- провести аттестацию сварщиков и специалистов сварочного производства;
- разработать производственно-технологическую документацию – технологические карты и инструкции;
- ну и, наконец, аттестовать применяемые в организации сварочные технологии.
Аттестация технологии сварки подтверждает готовность организации к выполнению работ на ОПО.
Аттестация сварочных материалов
Аттестация сварочных материалов производится согласно РД 03-613-03 «Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов» (утвержден постановлением Госгортехнадзора России от 19.06.2003 г. № 101). Аттестацию проводят в целях:
- проверки соответствия фактических свойств сварочных материалов свойствам, указанным в сопроводительной документации и нормативных документах;
- определения возможности применения сварочных материалов для работ на ОПО.

Рис.3 Свидетельство об аттестации сварочных материалов
Заявка на проведение аттестации подается изготовителем сварочных материалов. По результатам аттестационный центр оформляет протокол, на основании которого НАКС выдает свидетельство об аттестации сварочных материалов со сроком действия три года (рис.3). На сегодняшний день аттестовано более 6500 марок сварочных материалов.
Аттестация сварочного оборудования
Аттестация сварочного оборудования производится согласно РД 03-614-03 «Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов». Документ утвержден постановлением Госгортехнадзора России от 19.06.2003 N 102.

Рис.4 Свидетельство об аттестации сварочного оборудования
Аттестацию сварочного оборудования проводят для проверки его возможности обеспечивать заданные технологические характеристики для различных способов сварки. Аттестацию проходит по заявлению:
- изготовителя сварочного оборудования;
- организации, использующей сварочное оборудование.
Организация, выполняющая сварочные работы на ОПО, направляет в аттестационный центр комплект документов для аттестации сварочного оборудования. По результатам центр оформляет протокол, на основании которого НАКС выдает свидетельство об аттестации сварочного оборудования (рис.4). Для серийно выпускаемого оборудования свидетельство действует три года.
Аттестация сварщиков и специалистов
Аттестация сварщиков и специалистов проводится в соответствии со следующими нормативными документами:
- ПБ 03-273-99 "Правила аттестации сварщиков и специалистов сварочного производства", утверждены постановлением Госгортехнадзора России от 30.10.1998 № 63;
- РД 03-495-02 "Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства", утвержден постановлением Госгортехнадзора России от 25.06.2002 № 36.
Имеется четыре уровня аттестации НАКС (таблица 1).
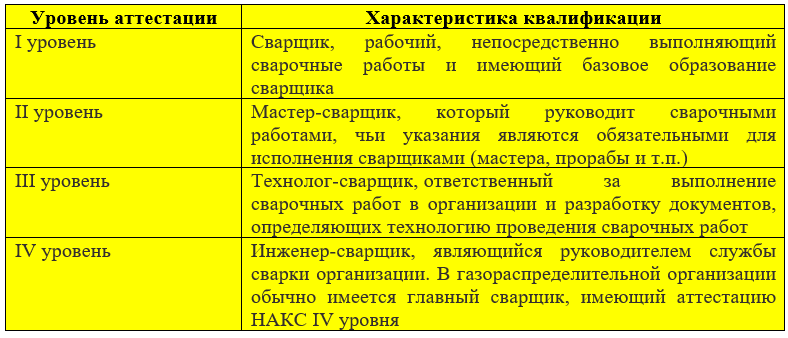
Порядок аттестации сварщиков и специалистов
Перед аттестацией проводится специальная подготовка. При аттестации в НАКС проводится проверка теоретических знаний и практических навыков. Сварщики выполняют контрольное сварное соединение, специалисты отвечают на вопросы из области общих и специальных знаний. Интересный факт: при проверке теоретических знаний вопросы формируются в системе электронного документооборота НАКС для каждого кандидата отдельно.

Рис.5 Удостоверение сварщика
Аттестованный в НАКС работник получает удостоверение (рис.5), также оформляется протокол. Удостоверение выдается на определенный вид сварочных работ, применительно к сетям газораспределения это:
- газовая сварка - шифр Г;
- ручная дуговая сварка - шифр РД;
- сварка полиэтиленовых газопроводов встык - шифр НИ (нагретым инструментом);
- сварка полиэтиленовых труб деталями с закладными нагревателями - шифр ЗН.
Сварщики допускаются к сварочным работам, которые указаны в их удостоверениях.

Рис.6 Аттестация сварщиков и специалистов сварочного производства
Для сварщиков и специалистов сварочного производства существует несколько видов аттестации (рис.6):
- первичная;
- периодическая;
- дополнительная;
- внеочередная.
Первичную аттестацию проводят для сварщиков, не имевших ранее допуска к сварке на объектах, подконтрольных Ростехнадзору. При этом у сварщика уже должно быть обучение по сварке, например, полученное в образовательном учреждении начального профессионального образования. Периодическую аттестацию проходят сварщики для продления срока действия удостоверения. Дополнительную аттестацию необходимо пройти для допуска к сварочным работам, не указанным в удостоверении, или при перерыве в работе свыше 6 месяцев. После временного отстранения от работы за нарушение технологии или при неудовлетворительном качестве сварочных работ сварщики проходят внеочередную аттестацию. По аналогичным причинам проходят аттестацию и специалисты сварочного производства.
Сроки действия аттестации указаны в таблице 2.
Таблица 2

Клеймо
При аттестации сварщику присваивается шифр клейма, который указывается в удостоверении. Шифр является личным, он закрепляется за сварщиком и не изменяется при продлении, периодической аттестации, аттестации на другие способы сварки и т.п. Сварные соединения надземных газопроводов с толщиной стенки более 6 мм, подземных – независимо от толщины стенки, подлежат маркировке с указанием шифра клейма. Необходимость и способ маркировки соединений с толщиной менее 6 мм устанавливаются требованиями производственно-технической документации организации. Маркировка позволяет определить сварщика, выполнившего соединение, в течение всего периода эксплуатации газопровода.
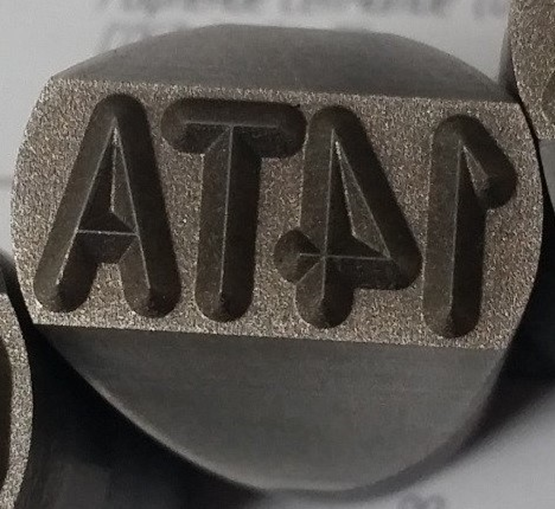
Рис.7 Клеймо сварщика
Обычно на металлических трубах шифр наносится с помощью ручного инструмента, выполненный в форме металлического стержня, который именуется клеймом. Он изготавливается из инструментальной стали, обладающей высокой прочностью. С одной стороны инструмента выбивается зеркальное обозначение шифра из букв и цифр (рис.7). Вторая сторона предназначена для нанесения удара, в результате которого на трубе получается рельефное изображение.
Маркировку стыков полиэтиленовых газопроводов производят несмываемым карандашом-маркером белого или желтого цвета - для черных труб, черного или голубого - для желтых труб. Другой вариант маркировки - клеймом на горячем расплаве грата через 20-40 секунд после окончания операции осадки в процессе охлаждения стыка в двух диаметрально противоположных точках. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
Аттестация сварочных технологий
Аттестация сварочных технологий производится в соответствии РД 03-615-03 "Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов", который утвержден постановлением Госгортехнадзора России от 19.06.2003 г. № 103. Аттестации подлежат технологии выполнения сварки, используемые при изготовлении, монтаже, ремонте и реконструкции технических устройств, оборудования и сооружений ОПО. Использование не аттестованных технологий не допускается. Аттестация подтверждает, что организация имеет необходимые для сварки технические средства, организационные возможности, квалифицированные кадры, а выполненные ими сварные соединения соответствуют нормативно-технической документации.
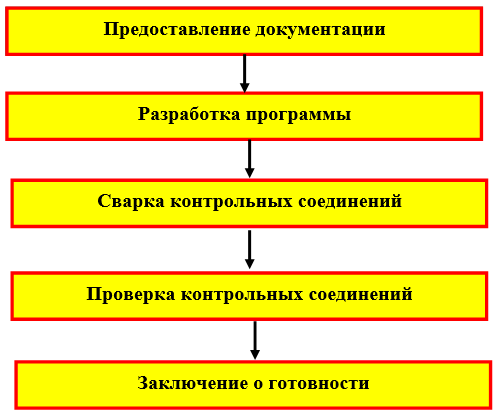
Рис.8 Аттестация технологии сварки
Аттестация технологии сварки состоит из следующих этапов (рис.8):
- предоставление в аттестационный центр документации;
- разработка программы аттестации;
- выполнение контрольных сварных соединений;
- контроль качества контрольных сварных соединений;
- составление заключения о готовности заявителя к использованию технологии сварки.
Для аттестации технологии сварки необходимо предоставить в аттестационный центр:
- сертификаты и свидетельства НАКС на сварочные материалы и оборудование, сертификаты на основные материалы, используемые для контрольных соединений;
- производственно-технологическую документацию по сварке и контролю сварных соединений;
- аттестацию сварщиков и специалистов сварочного производства;
- аттестацию лаборатории неразрушающего и разрушающего контроля (при наличии в организации) и документы на специалистов, работающих в ней, либо договор со сторонней лабораторией.
После подтверждения условий применения технологий аттестационный центр совместно с заявителем разрабатывает программу производственной аттестации. Контрольные сварные соединения выполняются штатными сварщиками заявителя. Контроль качества соединений выполняется аттестованной лабораторией заявителя, при отсутствии – лабораторией центра.
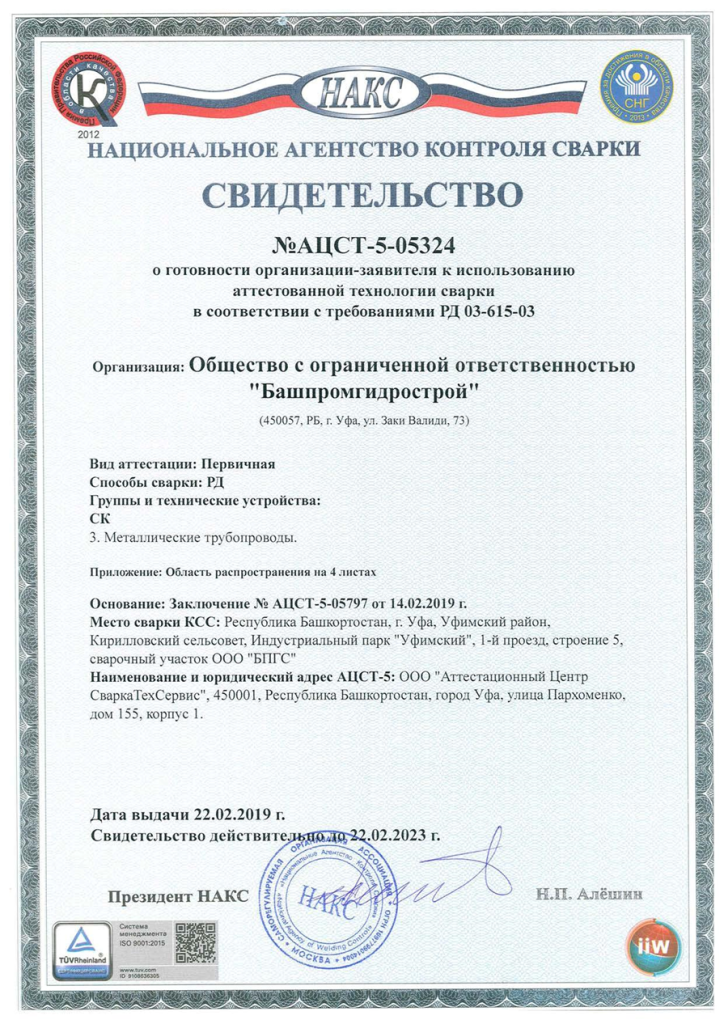
Рис.9 Свидетельство
По результатам аттестационный центр составляет заключение о готовности организации-заявителя к использованию технологии сварки. В заключении указывается область распространения производственной аттестации. Оно направляется в НАКС для оформления Свидетельства о готовности организации-заявителя к использованию аттестованной технологии сварки (рис.9). Срок действия - 4 года.
Система аттестации сварочного производства позволяет обеспечить необходимое качество сварных соединений на опасных производственных объектах.

Автор статьи: Вершилович Владислав Адамович
- Место работы - ООО «Газпром газораспределение Нижний Новгород»
- Автор популярных книг и учебных пособий по устройству и эксплуатации газового оборудования

Правообладатель: Учебный центр «Академия Безопасности»
Все права на статьи и другие информационные материалы, размещённые на данном сайте, принадлежат его владельцу и авторам этих статей. Любое использование материалов, включая перепечатку (частичную или полную), допустимо только при указании авторства (ЧОУ ДПО «УЦ «Академия Безопасности») и установлении прямой активной гипертекстовой ссылки на сайт в виде: «источник: ab-dpo.ru», а также при сохранении всех активных гиперссылок, содержащихся в публикуемых материалах. Недопустимо использование е-mail адресов, находящихся на страницах сайта, для занесения в базы данных и проведения несанкционированных массовых СПАМ рассылок.


