 Обучение
Обучение Пожарная безопасность по приказу МЧС 806 (ранее ПТМ)
Пожарная безопасность по приказу МЧС 806 (ранее ПТМ) Охрана труда
Охрана труда Охрана труда с тестированием в ЕИСОТ
Охрана труда с тестированием в ЕИСОТ Первая помощь
Первая помощь Гражданская оборона
Гражданская оборона Повышение квалификации по антитеррористической защищенности
Повышение квалификации по антитеррористической защищенности Профессиональная переподготовка по антитеррористической защищенности
Профессиональная переподготовка по антитеррористической защищенности Информационная безопасность
Информационная безопасность Противодействие коррупции
Противодействие коррупции Повышение квалификации по охране труда
Повышение квалификации по охране труда Профессиональная переподготовка по охране труда
Профессиональная переподготовка по охране труда Повышение квалификации по пожарной безопасности (для лицензиатов МЧС)
Повышение квалификации по пожарной безопасности (для лицензиатов МЧС) Профессиональная переподготовка по пожарной безопасности
Профессиональная переподготовка по пожарной безопасности Расчет пожарных рисков
Расчет пожарных рисков Безопасность дорожного движения
Безопасность дорожного движения Повышение квалификации педагогических работников
Повышение квалификации педагогических работников Обеспечение доступной среды и социальная защита
Обеспечение доступной среды и социальная защита Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ
Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ Повышение квалификации по теплоэнергетике
Повышение квалификации по теплоэнергетике Промышленная безопасность
Промышленная безопасность Радиационная безопасность
Радиационная безопасность Охрана труда при работах на высоте
Охрана труда при работах на высоте Экологическая безопасность
Экологическая безопасность Профессиональная переподготовка по экологической безопасности
Профессиональная переподготовка по экологической безопасности Транспортная безопасность
Транспортная безопасность Повышение квалификации по туризму
Повышение квалификации по туризму Электробезопасность
Электробезопасность Подать заявку
Подать заявку Перейти к обучению
Перейти к обучению Информационный портал
Информационный портал Об учебном центре
Об учебном центре Цены
Цены Акции и скидки
Акции и скидки Доставка и Оплата
Доставка и Оплата Контакты
Контакты
 Пожарная безопасность по приказу МЧС 806 (ранее ПТМ)
Пожарная безопасность по приказу МЧС 806 (ранее ПТМ) Охрана труда
Охрана труда Охрана труда с тестированием в ЕИСОТ
Охрана труда с тестированием в ЕИСОТ Первая помощь
Первая помощь Гражданская оборона
Гражданская оборона Повышение квалификации по антитеррористической защищенности
Повышение квалификации по антитеррористической защищенности Профессиональная переподготовка по антитеррористической защищенности
Профессиональная переподготовка по антитеррористической защищенности Информационная безопасность
Информационная безопасность Противодействие коррупции
Противодействие коррупции Повышение квалификации по охране труда
Повышение квалификации по охране труда Профессиональная переподготовка по охране труда
Профессиональная переподготовка по охране труда Повышение квалификации по пожарной безопасности (для лицензиатов МЧС)
Повышение квалификации по пожарной безопасности (для лицензиатов МЧС) Профессиональная переподготовка по пожарной безопасности
Профессиональная переподготовка по пожарной безопасности Расчет пожарных рисков
Расчет пожарных рисков Безопасность дорожного движения
Безопасность дорожного движения Повышение квалификации педагогических работников
Повышение квалификации педагогических работников Повышение квалификации специалистов, занятых в сфере ЖКХ
Повышение квалификации специалистов, занятых в сфере ЖКХ Обеспечение доступной среды и социальная защита
Обеспечение доступной среды и социальная защита Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ
Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ Повышение квалификации по теплоэнергетике
Повышение квалификации по теплоэнергетике Промышленная безопасность
Промышленная безопасность Радиационная безопасность
Радиационная безопасность Охрана труда при работах на высоте
Охрана труда при работах на высоте Экологическая безопасность
Экологическая безопасность Профессиональная переподготовка по экологической безопасности
Профессиональная переподготовка по экологической безопасности Транспортная безопасность
Транспортная безопасность Повышение квалификации по туризму
Повышение квалификации по туризму Электробезопасность
Электробезопасность

Присоединяйтесь:
27.04.2024
Новости электробезопасности
На официальном интернет-портале правовой информации опубликован приказ Министерства энергетики Российской Федерации от 19.12.2023 № 1180 «О внесении изменений в требования к обеспечению надежности, электроэнергетических систем, надежности и безопасности объектов электроэнергетики и энергопринимающих установок «Правила организации технического обслуживания и ремонта объектов электроэнергетики», утвержденные приказом Минэнерго России от 25 октября 2017 г. № 1013».
26.04.2024
Новости охраны труда
Внесены изменения в перечень отдельных видов работ, при выполнении которых положено бесплатное лечебно-профилактическое питание
Сварка стальных труб
 161
161
Трубы, из которых строят газопроводы, чаще всего монтируют посредством неразъемных соединений. Для стальных и полиэтиленовых труб применяют сварные соединения. Обжатие пресс-фитингами тоже относится к неразъемным и используется для медных и металлополимерных газопроводов. Медные трубы также можно паять.
Для присоединения технических устройств, контрольно-измерительных приборов, газоиспользующего оборудования применяют разъемные соединения, чаще всего резьбовые или фланцевые. Разъемные соединения с годами могут дать утечку. Уплотнительные материалы со временем теряют свои свойства (стареют). В результате вибрации и иных механических воздействий они ослабевают, что приводит к негерметичности. Неразъемные соединения являются предпочтительными. Они обеспечивают необходимую прочность и герметичность весь период эксплуатации.
Что такое сварка?
Определение понятию сварка дает ГОСТ Р 58904-2020 «Сварка и родственные процессы. Словарь. Часть 1. Общие термины». Сваркой называется процесс соединения двух деталей и более, в результате которого получают неразъемное соединение материала заготовок, с помощью нагрева и (или) давления с применением или без применения присадочного материала. При строительстве и эксплуатации газопроводов используется сварка плавлением. Результатом является сварной шов, включающий металл шва и зону термического влияния (рис.1).

Рис. 1 Сварной шов
Для соединений стальных газопроводов применяют газовую или ручную дуговую сварку. При газовой сварке металл и сварочная проволока расплавляются пламенем газовой горелки, обычно – ацетилен-кислородной. Электродуговая сварка использует электрическую дугу для нагрева и плавки металла.
Часто при строительстве, врезках, ремонте необходима газовая резка. Она производится струей кислорода. Место реза предварительно разогревается пламенем пропан-кислородной газовой горелки.
Историческая справка
У истоков возникновения сварочных технологий стоят российские ученые Н.Н. Бенардос и Н.Г. Славянов. Электрическая дуговая сварка была изобретена талантливым инженером Николаем Николаевичем Бенардосом (рис.2) в 1881 году. Патенты получены в России и европейских странах: Франции, Великобритании, Германии, Австро-Венгрии и других. Изобретение получило золотую медаль Парижской международной электротехнической выставки. Николай Гаврилович Славянов в 1888 году впервые в мире применил на практике дуговую сварку металлическим плавящимся электродом под слоем флюса. До него применялись угольные электроды.

Рис.2 Николай Николаевич Бенардос
Газовая сварка изобретена в конце ХIХ века, вместе с промышленным производством кислорода и ацетилена. Первую ацетилен-кислородную сварочную горелку сконструировали французские ученые Э.Фуше и Ш.Пикар, получившие на нее патент в 1903 году. Сам ацетилен был открыт намного раньше, в 1836 году. Но доступным продуктом он стал после того, как в 1890-х годах был найден способ изготовления карбида кальция из известняка и угля. Именно из него в ацетиленовых генераторах получали горючий газ, обеспечивающий температуру пламени свыше 3000 0С. Интересный факт: ацетилен обладает наркотическим действием . При концентрации в 10% ощущается легкое отравление, при концентрации 15% наблюдается болтливость, затем сонливость.
В начале XX века газовая сварка являлась основным способом сварки металлов, так как обеспечивала получение надежных сварных соединений. Электродуговая сварка той поры из-за отсутствия надежных источников питания не давала качественных сварных швов. Газовая сварка занимала лидирующие позиции вплоть до 1930-х годов. Магистральные нефтепроводы «Баку-Батуми» и «Грозный-Туапсе» построены газовыми горелками.
Дальнейшее развитие технологии сварки неразрывно связано с именем Евгения Оскаровича Патона и его сына Бориса Евгеньевича. Первый руководил институтом электросварки (г. Киев), который с 1953 года носит его имя. Второй, академик АН СССР, руководил институтом после смерти отца. Автор свыше 400 изобретений. Изучал процессы автоматического сваривания под флюсом, проблемы управления сварочными процессами, создания роботизированных комплексов.
Типы сварных соединений
Сварными называются неразъемные соединения, полученные в результате сварки, они могут быть стыковыми, угловыми, тавровыми и нахлесточными (рис.3). Для соединений труб газопроводов применяют стыковые и угловые соединения. Сварной шов – это часть сварного соединения, образовавшаяся в результате кристаллизации металла сварочной ванны. Сварные швы подразделяют на стыковые (для стыковых соединений) и угловые (для угловых, тавровых и нахлесточных соединений).
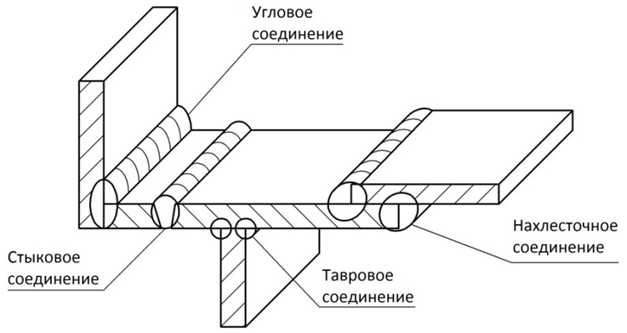
Рис.3 Типы сварных соединений
Требования к сварным соединениям стальных трубопроводов устанавливаются ГОСТ 16037 «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры». Стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.

Рис.4 Стыковое соединение трубопровода
Для соединения труб газопроводов в основном применяют стыковые соединения (рис.4), детали которого расположены в одной цилиндрической поверхности. Качество стыкового соединения хорошо контролируется, на образование шва расходуется меньше присадочного материала. Но требуется точная сборка под сварку, так как необходимо выдержать одинаковый зазор между кромками деталей по всей длине стыка.
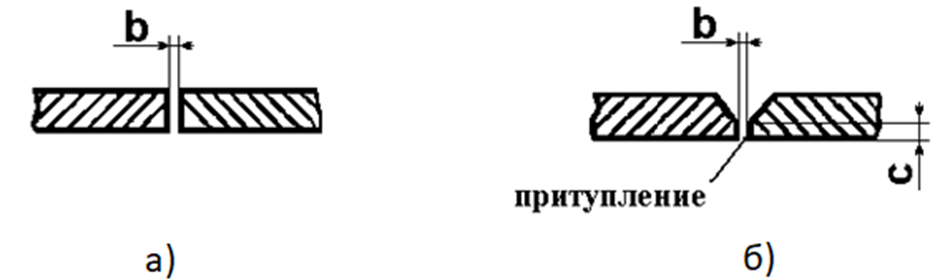
Рис.5 Подготовка кромок стыковых соединений
Подготовка стыкового соединения для сварки может проводиться без скоса кромок (рис.5, а) или со скосом кромок (рис.5, б). Скос кромок производится под углом 300. Важно выдерживать размер притупления кромок. Подготовка кромок производится механической зачисткой или газовой резкой с последующей зачисткой шлифовальной машинкой. При сборке труб под сварку необходимо точно выдерживать расстояние между соединяемыми трубами, обозначенное на рисунке 5 буквой b. Для сварки газопроводов применяют стыковые соединения по ГОСТ 16037 типов С-2 – одностороннее соединение без скоса кромок, С-17 - одностороннее соединение со скосом кромок.

Рис.6 Приварка фланца к трубе
Угловым называется соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок. Угловые соединения под углом 900 применяют для соединения труб и фланцев (рис.6), а также для присоединения ответвлений к трубе.
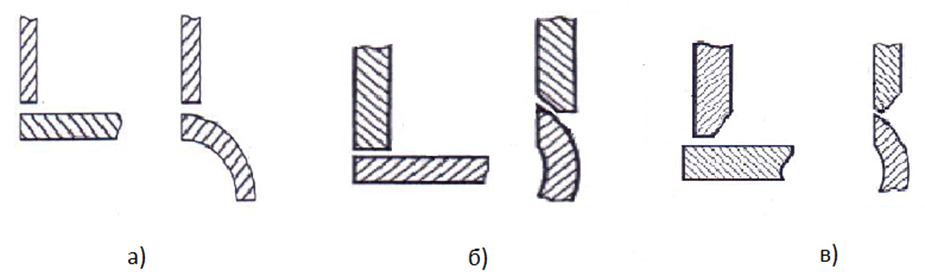
Рис.7 Подготовка под сварку угловых швов
а) угловое соединение У-17; б) угловое соединение У-18; в) угловое соединение У-19
Для сварки газопроводов применяют угловые соединения по ГОСТ 16037 типов:
- У-17 – одностороннее соединение без скоса кромок при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5 (рис.7, а);
- У-18 - одностороннее соединение без скоса кромок при отношении наружного диаметра ответвления к наружному диаметру трубы более 0,5 (рис.7, б);
- У-19 - одностороннее соединение со скосом кромок (рис.7, в).
В отдельных случаях для соединения труб применяют нахлесточные соединения, когда кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга. Такое соединение необходимо для соединения труб разных диаметров при отсутствии переходов, в этом случае труба меньшего диаметра вставляется внутрь трубы большего диаметра. Нахлесточные соединения допускаются на надземных и внутренних газопроводах низкого давления при условном проходе не более 50 мм.
 Автор статьи: Вершилович Владислав Адамович
Автор статьи: Вершилович Владислав Адамович
- Место работы - ООО «Газпром газораспределение Нижний Новгород»
- Автор популярных книг и учебных пособий по устройству и эксплуатации газового оборудования

Правообладатель: Учебный центр «Академия Безопасности»
Все права на статьи и другие информационные материалы, размещённые на данном сайте, принадлежат его владельцу и авторам этих статей. Любое использование материалов, включая перепечатку (частичную или полную), допустимо только при указании авторства (ЧОУ ДПО «УЦ «Академия Безопасности») и установлении прямой активной гипертекстовой ссылки на сайт в виде: «источник: ab-dpo.ru», а также при сохранении всех активных гиперссылок, содержащихся в публикуемых материалах. Недопустимо использование е-mail адресов, находящихся на страницах сайта, для занесения в базы данных и проведения несанкционированных массовых СПАМ рассылок.


