 Обучение
Обучение Пожарная безопасность по приказу МЧС 806 (ранее ПТМ)
Пожарная безопасность по приказу МЧС 806 (ранее ПТМ) Охрана труда
Охрана труда Охрана труда с тестированием в ЕИСОТ
Охрана труда с тестированием в ЕИСОТ Первая помощь
Первая помощь Гражданская оборона
Гражданская оборона Повышение квалификации по антитеррористической защищенности
Повышение квалификации по антитеррористической защищенности Профессиональная переподготовка по антитеррористической защищенности
Профессиональная переподготовка по антитеррористической защищенности Информационная безопасность
Информационная безопасность Противодействие коррупции
Противодействие коррупции Повышение квалификации по охране труда
Повышение квалификации по охране труда Профессиональная переподготовка по охране труда
Профессиональная переподготовка по охране труда Повышение квалификации по пожарной безопасности (для лицензиатов МЧС)
Повышение квалификации по пожарной безопасности (для лицензиатов МЧС) Профессиональная переподготовка по пожарной безопасности
Профессиональная переподготовка по пожарной безопасности Расчет пожарных рисков
Расчет пожарных рисков Безопасность дорожного движения
Безопасность дорожного движения Повышение квалификации педагогических работников
Повышение квалификации педагогических работников Обеспечение доступной среды и социальная защита
Обеспечение доступной среды и социальная защита Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ
Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ Повышение квалификации по теплоэнергетике
Повышение квалификации по теплоэнергетике Промышленная безопасность
Промышленная безопасность Радиационная безопасность
Радиационная безопасность Охрана труда при работах на высоте
Охрана труда при работах на высоте Экологическая безопасность
Экологическая безопасность Профессиональная переподготовка по экологической безопасности
Профессиональная переподготовка по экологической безопасности Транспортная безопасность
Транспортная безопасность Повышение квалификации по туризму
Повышение квалификации по туризму Электробезопасность
Электробезопасность Подать заявку
Подать заявку Перейти к обучению
Перейти к обучению Информационный портал
Информационный портал Об учебном центре
Об учебном центре Цены
Цены Акции и скидки
Акции и скидки Доставка и Оплата
Доставка и Оплата Контакты
Контакты
 Пожарная безопасность по приказу МЧС 806 (ранее ПТМ)
Пожарная безопасность по приказу МЧС 806 (ранее ПТМ) Охрана труда
Охрана труда Охрана труда с тестированием в ЕИСОТ
Охрана труда с тестированием в ЕИСОТ Первая помощь
Первая помощь Гражданская оборона
Гражданская оборона Повышение квалификации по антитеррористической защищенности
Повышение квалификации по антитеррористической защищенности Профессиональная переподготовка по антитеррористической защищенности
Профессиональная переподготовка по антитеррористической защищенности Информационная безопасность
Информационная безопасность Противодействие коррупции
Противодействие коррупции Повышение квалификации по охране труда
Повышение квалификации по охране труда Профессиональная переподготовка по охране труда
Профессиональная переподготовка по охране труда Повышение квалификации по пожарной безопасности (для лицензиатов МЧС)
Повышение квалификации по пожарной безопасности (для лицензиатов МЧС) Профессиональная переподготовка по пожарной безопасности
Профессиональная переподготовка по пожарной безопасности Расчет пожарных рисков
Расчет пожарных рисков Безопасность дорожного движения
Безопасность дорожного движения Повышение квалификации педагогических работников
Повышение квалификации педагогических работников Повышение квалификации специалистов, занятых в сфере ЖКХ
Повышение квалификации специалистов, занятых в сфере ЖКХ Обеспечение доступной среды и социальная защита
Обеспечение доступной среды и социальная защита Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ
Повышение квалификации в сфере закупок 44 ФЗ, 223 ФЗ Повышение квалификации по теплоэнергетике
Повышение квалификации по теплоэнергетике Промышленная безопасность
Промышленная безопасность Радиационная безопасность
Радиационная безопасность Охрана труда при работах на высоте
Охрана труда при работах на высоте Экологическая безопасность
Экологическая безопасность Профессиональная переподготовка по экологической безопасности
Профессиональная переподготовка по экологической безопасности Транспортная безопасность
Транспортная безопасность Повышение квалификации по туризму
Повышение квалификации по туризму Электробезопасность
Электробезопасность

Присоединяйтесь:
27.04.2024
Новости электробезопасности
На официальном интернет-портале правовой информации опубликован приказ Министерства энергетики Российской Федерации от 19.12.2023 № 1180 «О внесении изменений в требования к обеспечению надежности, электроэнергетических систем, надежности и безопасности объектов электроэнергетики и энергопринимающих установок «Правила организации технического обслуживания и ремонта объектов электроэнергетики», утвержденные приказом Минэнерго России от 25 октября 2017 г. № 1013».
26.04.2024
Новости охраны труда
Внесены изменения в перечень отдельных видов работ, при выполнении которых положено бесплатное лечебно-профилактическое питание
ОБЕСПЕЧЕНИЕ КАЧЕСТВА СВАРКИ
 1106
1106
Сварка является основным способом соединения при строительстве газопроводов как стальных, так и полиэтиленовых труб, Она обеспечивает необходимую прочность и герметичность в течение всего периода эксплуатации. Долговечная и безаварийная эксплуатация газопроводов прежде всего зависит от качества сварных соединений. Для обеспечения требуемого уровня качества производят (рис.1):
- входной контроль;
- пооперационный контроль;
- контроль качества выполненных соединений.
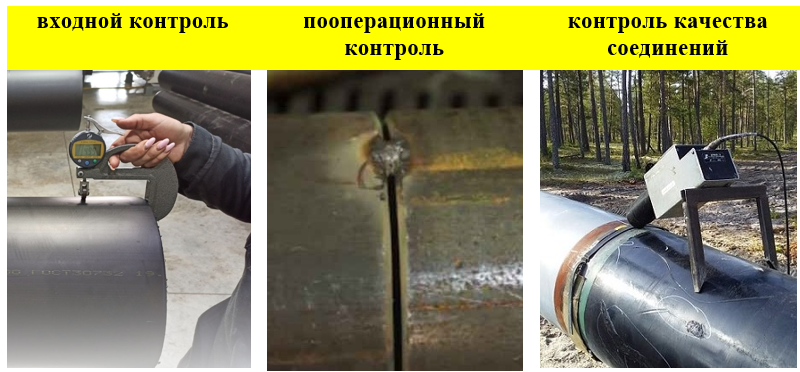
Рис.1 Качество сварных соединений
Входной контроль
При входном контроле производится:
- проверка аттестованной технологии сварки и квалификации сварщиков;
- входной контроль труб и соединительных деталей;
- контроль сварочных устройств.
Организация, выполняющая сварочные работы на газопроводах высокого и среднего давления, как было рассказано ранее должна иметь аттестованную технологию сварки. Она подтверждает, что имеются необходимые технические средства, организационные возможности, квалифицированные кадры. К сварке допускаются сварщики, прошедшие обучение и аттестацию в аттестационных центрах НАКС. Для проверки квалификации сварщика он должен сварить допускные стыки. По результатам контроля стыков составляются протоколы, на основании которых сварщик допускается к работе.
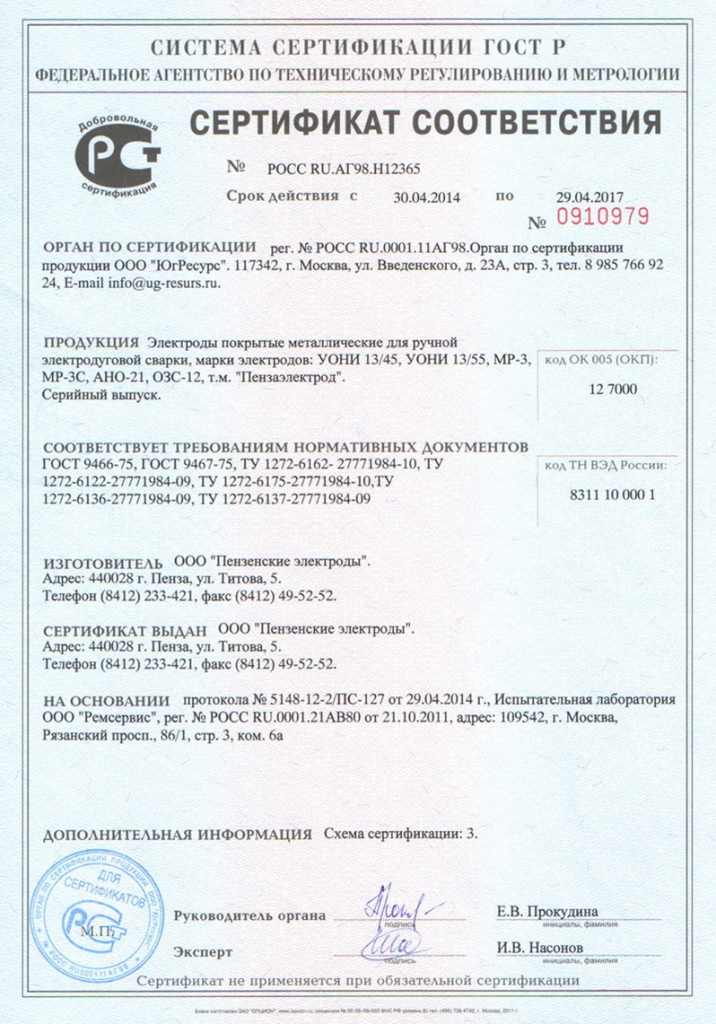
Рис.2 Сертификат на электрод
Основные материалы (трубы, соединительные детали), а для стали и сварочные материалы (электроды, сварочная проволока и др.) проверяются на соответствие требованиям нормативным документам. При входном контроле труб и соединительных деталей проверяют:
- наличие и содержание сертификатов заводов-изготовителей (рис.2);
- геометрические размеры на соответствие нормативным документам внешним осмотром и измерениями;
- наличие и содержание документации, подтверждающей качество изоляционного покрытия.

Рис.3 Повреждение изоляции газопровода
Стальные трубы с трещинами, не выправляемыми вмятинами, недопустимыми коррозионными повреждениями бракуются. Изоляционное покрытие осматривается на каждой трубе. При обнаружении отдельных повреждений (рис.3) площадью более 10% или нескольких повреждений суммарной площадью более 20% труба полностью переизолируется. Соединительные детали с трещинами, отверстиями, отклонения размеров свыше требований нормативных документов, не выправляемыми вмятинами бракуются.
У полиэтиленовых труб проверяются внешний вид поверхности, геометрические размеры труб и деталей, овальность торцов.
Пооперационный контроль
Пооперационный контроль проводится непосредственно во время сварочных работ. При этом контролируют сборку под сварку и режимы сварки. Перед сборкой производят внутреннюю очистку труб и деталей от загрязнений, в том числе от снега и воды. У стальных труб зачищают до металлического блеска кромки и прилегающие поверхности труб и деталей на ширину не меньше 10 мм. Проверяют размеры кромок, при необходимости правят вмятины на концах труб.
Сборку труб необходимо производить с использованием центраторов. Для закрепления труб под сварку выполняют прихватки – короткие сварные швы, фиксирующие их положение. Необходимое количество прихваток в зависимости от диаметра трубы приведено в таблице 1.
Таблица 1

Длина прихваток – 20-30 мм при диаметре труб до 50 мм, 50 – 60 мм – при диаметре свыше 50 мм. После выполнения прихваток контролируется качество сборки: угол скоса кромок, совпадение кромок, зазор в стыке (рис.4), правильность центровки труб, расположение и число прихваток, отсутствие трещин в прихватках.
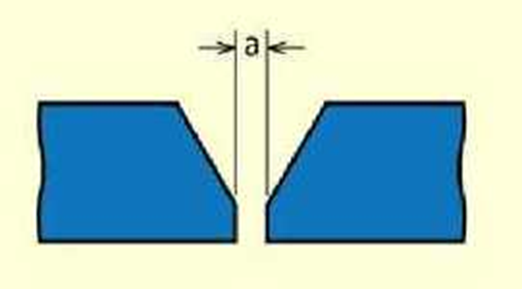
Рис.4 Контроль зазора в стыке
В процессе сварке контролируются режимы сварки и последовательность наложения швов. Ручную дуговую сварку труб при толщине стенок до 6 мм выполняют не менее чем в два слоя, более 6 мм – не менее чем в три слоя. Сначала варится корневой шов – первая составляющая сварного соединения. После сварки корневого слоя производится очистка сварного шва от шлака и брызг, что позволяет избежать дефектов между сварными стыками. Аналогично удаляют шлак при сварке последующих швов. Обязательно проверяется качество послойной зачистки шлака.
У полиэтиленовых труб контролируется сборка проводится в центраторах, обеспечивающих правильное положение труб, а для сварки с использованием фитингов – и деталей с закладными нагревателями.
Контроль качества сварных полиэтиленовых соединений
Долговечная и безаварийная эксплуатация полиэтиленовых газопроводов прежде всего зависит от надежности сварных соединений. Для обеспечения требуемого уровня качества производят:
-
визуальный и измерительный контроль сваренных соединений;
-
механические испытания;
-
контроль физическими методами.

Рис.5 Грат при сварке встык
Сварку допускается производить при температуре от – 15 0С до +45 0С. У стыковых соединений осматривают грат (рис.5) - застывшие валики пластика, образовавшиеся при сдавливании двух труб с разогретыми торцами.
На рисунке 6, а изображен качественный шов с гладкими и симметричными валиками грата округлой формы. В отличие от него, сварной шов на рисунке 6, б бракованный. Грат слишком большой, что свидетельствует о чрезмерном времени прогрева или повышенной температуре нагревателя. Асимметричность валиков грата (рис.6, в) говорит о смещении труб относительно друг друга при выполнении сварки. Такой шов тоже является браком. Существует еще несколько случаев, когда сварной шов, сваренный нагретым инструментом встык, бракуется.
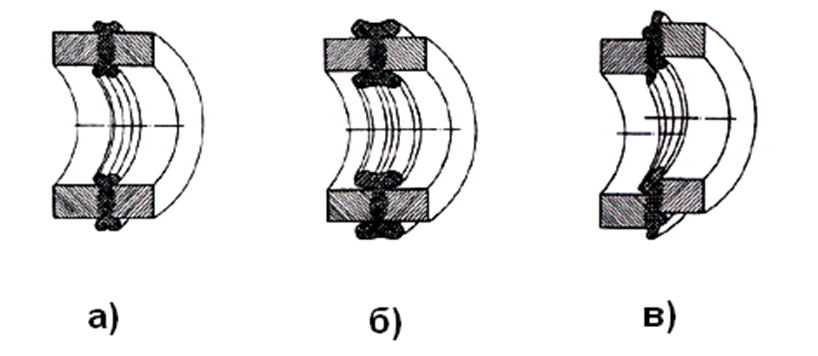
Рис.6 Внешний вид стыковых соединений полиэтиленовых руб
Сварные соединения, выполненные деталями с закладными нагревателями, также контролируют внешним осмотром. Качественное соединение, выполненное муфтой с закладными нагревателями, имеет гладкую поверхность, деталь плотно охватывает концы свариваемых труб (рис.7, а).
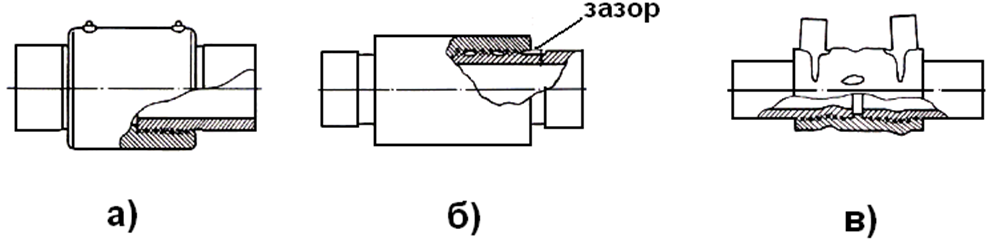
Рис.7 Внешний вид соединений, выполненных деталями с закладными нагревателями
Если зазор между деталью и трубой превышает 0,3 мм (рис.7, б), то сварное соединение бракуется. Причиной может быть чрезмерная обработка поверхности трубы или ее овальность. Аналогично признается некачественным соединение с местным расплавлением поверхности детали (рис.7, в). Это происходит при чрезмерном времени нагрева или чрезмерном напряжении питания.
Рис.8 Сергей Яковлевич Соколов
Из неразрушающих методов контроля для стыковых соединений полиэтиленовых труб применяют ультразвуковой. Интересный факт: метод ультразвуковой дефектоскопии запатентовал советский ученый Сергей Яковлевич Соколов (рис.8), советский физик, лауреат двух Сталинский премий.
При ультразвуковом контроле выявляют внутренние дефекты: несплавления, трещины, поры, включения. Количество стыков, подлежащих ультразвуковому контролю, определяется в зависимости от давления в газопроводе и степени автоматизации сварочной техники.
Механическим испытаниям являются разрушающими методами контроля. Им подвергают допускные и контрольные стыки. Допускные стыки сварщик варит перед началом строительства, контрольные отбирают из стыков, сваренных на объекте. Перечень методов механических испытаний сварных соединений полиэтиленовых газопроводов представлен в таблице 2.
Таблица 2 
Испытаниям на осевое растяжение подвергаются образцы, вырезанные из труб. Испытания проводятся также, как и для стальных труб. Определяются предел текучести при растяжении и относительное удлинение при разрыве. Оценивается характер разрушения образца. Оптимальным является случай, когда линия разрыва проходит по основному материалу и не пересекает плоскость сварки. Бракуется образец, когда линия разрыва проходит точно по плоскости сварки и разрушение имеет хрупкий характер.
Испытаниям на сплющивание подвергают соединения, выполненные сваркой с помощью деталей муфтового типа: муфт, переходов, отводов, тройников, заглушек. Испытаниям на отрыв подвергают сварные соединения труб и седловых отводов.
 Автор статьи: Вершилович Владислав Адамович
Автор статьи: Вершилович Владислав Адамович
- Место работы - ООО «Газпром газораспределение Нижний Новгород»
- Автор популярных книг и учебных пособий по устройству и эксплуатации газового оборудования

Правообладатель: Учебный центр «Академия Безопасности»
Все права на статьи и другие информационные материалы, размещённые на данном сайте, принадлежат его владельцу и авторам этих статей. Любое использование материалов, включая перепечатку (частичную или полную), допустимо только при указании авторства (ЧОУ ДПО «УЦ «Академия Безопасности») и установлении прямой активной гипертекстовой ссылки на сайт в виде: «источник: ab-dpo.ru», а также при сохранении всех активных гиперссылок, содержащихся в публикуемых материалах. Недопустимо использование е-mail адресов, находящихся на страницах сайта, для занесения в базы данных и проведения несанкционированных массовых СПАМ рассылок.


